


Lean Manufacturing & Logística Industrial | Leitura: 7 min
Numa fábrica convencional, o operador de linha passa entre 15% e 30% do turno à procura de material. Vai ao armazém, espera pelo empilhador, interrompe a montagem, cria buffers improvisados junto à célula. Ninguém manda fazer assim. Acontece porque o sistema de abastecimento não foi desenhado — foi crescendo.
O comboio logístico resolve exatamente este problema. Não por magia — por desenho. Rotas fixas, ciclos definidos, responsabilidades separadas. O operador de produção produz. O operador do comboio abastece.
O que é o comboio logístico — e o que não é
O comboio logístico é um sistema de transporte interno cíclico que percorre rotas predefinidas para abastecer os pontos de consumo — linhas de montagem, células de produção, bordos de linha — a partir de um ponto central, normalmente um supermercado interno ou armazém.
Na terminologia lean, é conhecido por mizusumashi — palavra japonesa que significa “aranha d’água”, uma alusão ao movimento rápido e contínuo sobre a superfície. O princípio é simples: um trator elétrico (ou manual) puxa vagões específicos por uma rota normalizada, em intervalos regulares, entregando o material certo, na quantidade certa, no momento certo.
O que não é: não é um empilhador mais pequeno. Não é uma solução para emergências. E não é um investimento que se amortiza só em espaço poupado. O comboio logístico é uma decisão de design do fluxo de materiais — e os seus resultados dependem de como está integrado no sistema produtivo.
A origem no Sistema de Produção Toyota
O conceito foi formalizado no âmbito do TPS (Toyota Production System), desenvolvido por Taiichi Ohno nas décadas de 1950 e 1960. A Toyota precisava de abastecer linhas de produção variadas com componentes em pequena quantidade e alta frequência — o oposto da lógica de stock em massa.
A solução foi separar o fluxo de produção do fluxo de materiais: quem produz não abastece, e quem abastece segue uma cadência independente. Esta separação é o núcleo do mizusumashi — e é também o que mais fábricas ainda não implementaram.
Os 7 desperdícios do lean — e quantos vivem no abastecimento de linha
O lean manufacturing identifica sete categorias de desperdício (muda) que não acrescentam valor ao produto final. Quando se analisa o que acontece entre o armazém e a linha de produção sem um sistema estruturado, encontram-se pelo menos cinco delas em simultâneo:
| Desperdício | Como se manifesta sem comboio logístico | O que o comboio resolve |
|---|---|---|
| Transporte | Empilhadores a fazer percursos longos, trajetos duplicados, material transportado várias vezes antes de chegar à linha | Rotas fixas e otimizadas, sem viagens em vazio |
| Movimentação | Operadores de linha a deslocar-se ao armazém, a procurar material no chão, a ir buscar ferramentas | O operador de produção não sai do posto |
| Espera | Linha parada à espera de componentes, microparagens por falta de peças, stock zerado no bordo de linha | Abastecimento cíclico garante disponibilidade contínua |
| Excesso de stock | Buffers exagerados junto à linha para compensar a irregularidade do abastecimento | Pequenas quantidades frequentes eliminam a necessidade de buffer |
| Defeitos | Peças erradas entregues por falta de gestão visual, misturas de referências, erros de picking | Vagões dedicados por referência e posto, picking normalizado |
— Princípio Mizusumashi, Lean SCM
Como funciona na prática: os 5 elementos do sistema
Implementar um comboio logístico não é comprar um trator e definir um percurso. É um sistema com cinco elementos interdependentes. Se um falha, o sistema perde eficácia:
1. Supermercado interno
É o ponto de partida e de chegada de cada ciclo. Um espaço organizado onde os materiais estão identificados, acessíveis e dimensionados para cobrir o consumo entre dois ciclos consecutivos. Não é um armazém convencional — é um buffer com dimensão calculada, gerido por kanban ou junjo.
2. Rota normalizada
O mizusumashi percorre sempre a mesma sequência de paragens, no mesmo sentido. A rota é desenhada para minimizar distâncias, garantir cobertura de todos os postos e caber dentro do takt time da produção. Qualquer desvio é visível — e tratado como anomalia, não como norma.
3. Ciclo fixo
Cada volta demora o mesmo tempo. Se o ciclo é de 20 minutos, o operador de linha sabe que em 20 minutos o material que sinalizou vai chegar. Isto elimina a necessidade de acumular stock de segurança por incerteza. Os ciclos típicos variam entre 15 e 60 minutos, consoante o takt e a distância.
4. Vagões dedicados por posto e referência
Cada vagão é projetado para o tipo de carga que transporta e para o posto que abastece. Não existe um vagão universal que carrega tudo — essa aparente simplicidade cria erros e perdas de tempo. Vagões de sequência, vagões kit, vagões palete: cada um tem uma função específica dentro do sistema.
5. Gestão visual integrada
Kanban, etiquetas por localização, sinais de reposição, indicadores de ciclo: a gestão visual é o sistema nervoso do comboio logístico. Sem ela, o ciclo perde precisão e começam as exceções — que rapidamente se tornam a regra.

Light, Heavy ou Kit: qual o tipo certo para a sua operação?
A escolha do tipo de comboio logístico depende de três variáveis: peso e dimensão dos componentes, variabilidade de referências e distâncias de percurso.
- Comboio Light: Estrutura tubular para componentes leves. Ideal para transporte entre supermercado e bordo de linha em células de montagem. Vagões personalizados por peça e por posto. Baixo investimento, alta flexibilidade.
- Comboio Heavy: Para estruturas pesadas que necessitam de meios de elevação para carga e descarga. Adequado a indústrias metalomecânicas, moldação por injeção ou linhas com componentes volumosos.
- Vagões Sequência: Transportam componentes de grandes dimensões seguindo uma sequência de produção definida. O vagão é deixado na linha pelo operador. Usado quando há alta variedade com peso elevado.
- Vagões Kit: Transportam todos os componentes necessários a uma operação específica. Eliminam a necessidade de picking no bordo de linha — particularmente eficazes em montagem de produto final com muitas referências.
O que muda depois da implementação: resultados documentados
A implementação do mizusumashi na empresa CIN Megadur — documentada num estudo de caso do programa Lean SCM — é um exemplo representativo do que acontece quando o sistema é implementado corretamente. Antes, os operadores sofriam microparagens recorrentes por falta de material. A resposta intuitiva tinha sido criar buffers improvisados que não resolviam o problema, apenas o escondiam.
Após a implementação, os resultados incluíram:
- Aumento de produtividade: o operador passou a fazer exclusivamente a atividade de montagem, sem interrupções de abastecimento.
- Ritmo contínuo de produção: os ciclos de abastecimento ficaram sincronizados com o takt time da linha.
- Redução de defeitos: operadores dedicados à produção cometem menos erros por distração ou pressa.
- Gestão visual das necessidades: stock visível, reposição gerida pelo consumo real, sistema FIFO garantido.
- Redução de WIP (Work in Progress): menos material parado entre processos, menor imobilização de capital.
- Organização da área de produção: cada material tem localização fixa, o piso fica limpo, os fluxos são legíveis.
Comboio logístico vs. empilhador: não é uma questão de substituição

Uma dúvida recorrente: “o comboio logístico substitui o empilhador?”
A resposta é: depende do contexto — mas na maioria dos casos, não é uma substituição. É uma redistribuição de funções.
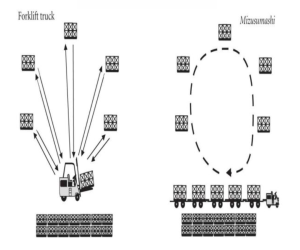
O empilhador é eficiente para movimentar grandes volumes a longas distâncias, ou para operações de carga e descarga de camiões. O comboio logístico resolve o que o empilhador faz mal: abastecer múltiplos postos com pequenas quantidades, de forma contínua, sem bloqueios de corredor e sem risco de acidente em zonas de pedestres.
As fábricas que melhor funcionam têm os dois. O empilhador no exterior e nas zonas de receção/expedição. O comboio no interior, nos corredores de abastecimento de linha. Cada um no seu domínio.
Quando faz sentido implementar um comboio logístico?
Os sinais que indicam que o sistema faz sentido:
- A linha pára ou atrasa com frequência por falta de material.
- Os operadores de produção passam tempo visível a deslocar-se para ir buscar componentes.
- Existem buffers exagerados junto à linha — material acumulado sem controlo.
- O empilhador é usado intensivamente em zonas de circulação de pedestres.
- A fábrica tem múltiplas linhas ou células com necessidades de abastecimento diferentes.
- O número de referências em produção simultânea é elevado e crescente.
Se dois ou mais destes sinais estão presentes, existe desperdício estrutural no abastecimento — e o comboio logístico é, com grande probabilidade, a ferramenta certa para o eliminar.
Como se implementa: fases e sequência lógica
A implementação de um comboio logístico não começa com o equipamento. Começa com análise.
O que fica por dizer
O comboio logístico existe há décadas. A Toyota usava-o antes de existir qualquer debate sobre lean manufacturing. O que mudou é o contexto: as fábricas portuguesas trabalham hoje com mais referências, mais variabilidade e margens mais apertadas do que há dez anos.
Implementar um comboio logístico bem desenhado não é um projeto de dois meses. Mas os seus resultados são duráveis — porque atacam a raiz do problema, não os sintomas.
Na Makprofile, o desenho de sistemas de transporte interno é parte integrante das soluções industriais que desenvolvemos. Cada projeto começa com análise — não com catálogo.
Quer analisar o fluxo de materiais da sua operação?
Fazemos o diagnóstico do seu sistema de abastecimento interno e apresentamos uma proposta baseada na realidade da sua fábrica.
Comentários recentes